Našumas ir savybės
Ši mašina ypač tinka skardinių užpildymui ir sandarinimui alaus pramonėje.Pripildymo vožtuvas gali išmesti antrinį išmetimą į skardinės korpusą, todėl pildymo proceso metu į alų įpilamo deguonies kiekis gali būti sumažintas iki minimumo.
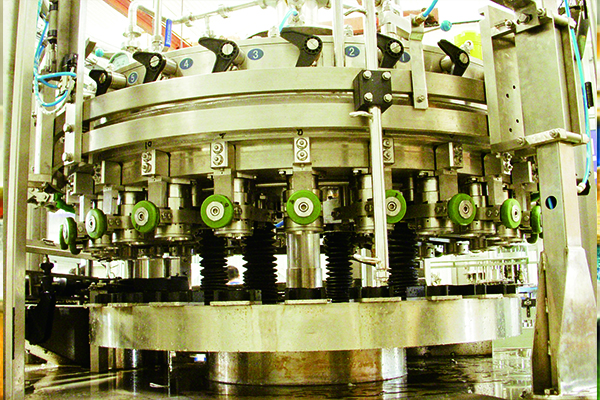
Užpildymas ir sandarinimas yra neatskiriama konstrukcija, naudojant izobarinio užpildymo principą.Skardinė patenka į pildymo mašiną per skardinės padavimo žvaigždutės ratą, pasiekia iš anksto nustatytą centrą po skardinės stalo, o tada pildymo vožtuvas nusileidžia išilgai atraminio kumštelio, kad centruotų skardinę ir iš anksto užsandarintų.Be centravimo dangčio svorio, sandarinimo slėgį sukuria cilindras.Oro slėgį cilindre galima reguliuoti slėgio mažinimo vožtuvu valdymo plokštėje, atsižvelgiant į bako medžiagą.Slėgis yra 0 ~ 40KP (0 ~ 0,04 MPa).Tuo pačiu metu atidarius išankstinio įkrovimo ir priešslėgio vožtuvus, atidarant žemo slėgio žiedinį kanalą, priešslėgio dujos pildymo cilindre veržiasi į baką ir teka į žemo slėgio žiedinį kanalą.Šis procesas naudojamas CO2 praplovimo procedūrai, kad būtų pašalintas oras iš bako.Taikant šią procedūrą deguonies padidėjimas pripildymo proceso metu sumažinamas iki minimumo ir rezervuare nesusidaro neigiamas slėgis net ir labai plonasienių aliuminio skardinių atveju.Jį taip pat galima nuplauti CO2.
Uždarius išankstinio užpildymo vožtuvą, tarp bako ir cilindro nustatomas vienodas slėgis, skysčio vožtuvas atidaromas spyruokle, veikiant vožtuvo kotui, ir pradedamas pildymas.Viduje esančios iš anksto užpildytos dujos per oro vožtuvą grįžta į pildymo cilindrą.
Kai medžiagos skysčio lygis pasiekia grįžtamąjį dujų vamzdį, grįžtamosios dujos užblokuojamos, pripildymas sustabdomas, o bako viršutinės dalies dujų dalyje susidaro per didelis slėgis, neleidžiantis medžiagai toliau tekėti. žemyn.
Medžiagos traukimo šakė uždaro oro ir skysčio vožtuvą.Per išmetimo vožtuvą išmetamosios dujos subalansuoja slėgį bake su atmosferos slėgiu, o išmetimo kanalas yra toli nuo skysčio paviršiaus, kad išmetimo metu skystis neištekėtų.
Išmetimo laikotarpiu bako viršuje esančios dujos plečiasi, grįžtamojo vamzdžio medžiaga nukrenta atgal į baką, o grįžtamasis vamzdis ištuštinamas.
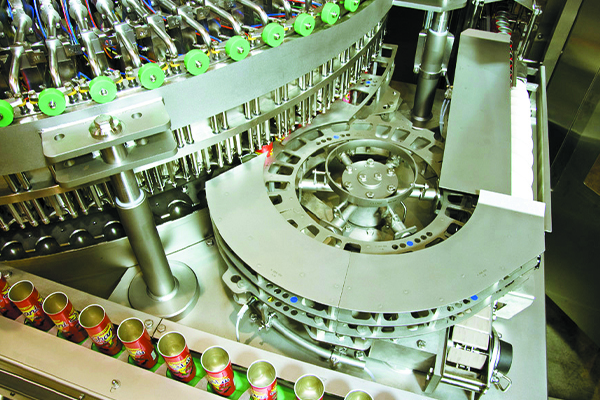
Tuo metu, kai skardinė išeina, centravimo dangtelis pakeliamas veikiant kumšteliui, o veikiant vidinėms ir išorinėms apsaugoms, skardinė palieka skardinės stalą, patenka į uždengimo mašinos skardinės transportavimo grandinę ir siunčiamas į uždengimo mašiną.
Pagrindiniai šios mašinos elektriniai komponentai turi aukštos kokybės konfigūraciją, pvz., „Siemens PLC“, „Omron“ artumo jungiklį ir kt., o įmonės vyresnieji elektros inžinieriai juos suprojektavo kaip pagrįstą konfigūraciją.Jutikliniame ekrane pagal reikalavimus galima nustatyti visą gamybos greitį, automatiškai perspėjama apie visus dažniausiai pasitaikančius gedimus, pateikiamos atitinkamos gedimų priežastys.Atsižvelgdamas į gedimo sunkumą, PLC automatiškai nusprendžia, ar pagrindinis kompiuteris gali toliau veikti, ar sustoti.
Funkcinės charakteristikos, visa mašina turi įvairias pagrindinio variklio ir kitų elektros prietaisų apsaugas, tokias kaip perkrova, viršįtampis ir pan.Tuo pačiu metu jutikliniame ekrane bus automatiškai rodomi atitinkami įvairūs gedimai, todėl vartotojams patogu rasti gedimo priežastį.Pagrindiniai šios mašinos elektriniai komponentai priima tarptautinius žinomus prekės ženklus, o prekės ženklai taip pat gali būti suformuluoti pagal klientų reikalavimus.
Visa mašina yra įrėminta nerūdijančio plieno plokšte, kuri turi geras vandeniui atsparias ir antikorozines funkcijas.